
о фальцовке …

Фальцовка (от нем. falzen — складывать, сгибать) — это технологическая операция формирования тетрадей или полиграфических изделий определенной конструкции из отпечатанных (или чистых) листов путем осуществления последовательных сгибов. Из нескольких тетрадей формируются брошюры, журналы, книги и другие полиграфические издания.
Фальцовка является первой и одной из важнейших брошюровочных операций, когда требуется послепечатная обработка оттисков. Фальцовки требуют, кроме традиционной книжно-журнальной продукции, много других полиграфических изделий: рекламные материалы, проспекты, формуляры, путеводители, карты городов и туристических маршрутов, офисные материалы (блокноты, ежедневники, записные книжки), инструкции по эксплуатации технических устройств, листы-вкладыши лечебных препаратов и т.п.
Фальцовка может осуществляться вручную или машинным способом. При малых тиражах, на небольших предприятиях она выполняется вручную. Это очень трудоемкая и малопроизводительная работа. Когда печать материалов выполняют рулонные печатные машины фальцовка производится в самой печатной машине, оснащенной для этой цели фальцаппаратом. Если же оттиски отпечатаны на листовых печатных машинах, то фальцовку выполняют на фальцевальных машинах.
Качество фальцовки определяется: правильной последовательностью страниц, точностью расположения сгибов, плотностью, четкостью фальцев (мест сгиба), отсутствием складок, морщин и повреждений.
Правильная последовательность страниц в тетради – безусловное требование, иначе изделие имеет брак.
Точность фальцовки определяют как равенство размеров полей на смежных страницах совпадение краев смежных полос или колонцифр, отсутствие косины корешковых полей, для незапечатанной бумаги – совпадение долей листа. Допуск на точность фальцовки составляет 1,5 – 2 мм в зависимости от формата изданий и объема тетрадей.
Плотность, четкость фальцев характеризуется плотностью прилегания отдельных листов тетради у корешкового фальца и определяется по суммарной величине зазора между листами. Она зависит от степени обжима фальцев тетрадей.
Отсутствие складок и морщин оценивают визуально, они портят общий вид изделия, потому недопустимы.
Качество фальцовки листов во многом зависят от таких технологических факторов, как толщина, объемная масса бумаги, ее влажность, направление волокон бумаги относительно фальца, число сгибов в тетради и вариант фальцовки.
Толщина бумаги. В тонких листах волокон целлюлозы всегда меньше, и поэтому в них возникают меньшие внутренние напряжения. При прочих равных условиях тетради из тонкой бумаги имеют лучшую степень обжима, меньшую способность к раскрыванию и более плотный фальц. Толстые бумаги (более 90 мкм) при 3-4-сгибистой фальцовке имеют склонность к образованию диагональных морщин на внутренних листах тетрадей.
Объемная масса бумаги. Каландрованные и висококаландрованные бумаги, имеющие большую объемную массу, т.е. тяжелые (0,85 – 1,0 г/cм3) имеют достаточно плотную структуру, поскольку многократно подвергаются обжиму в процессе производства. Такие виды бумаги обычно имеют меньший угол восстановления и более четкий, обжатый фальц.
Влажность бумаги. С увеличением влажности бумаги растут необратимые деформации листа, поэтому влажность около 10 % благоприятно отражается на получении четких фальцев без существенного нарушения структуры волокон.
Направление волокон в бумаге. Сопротивление бумаги деформации при фальцовке зависит от многих факторов, главным из которых является расположение волокон бумаги относительно последнего сгиба или корешка тетради. Возможны два варианта: продольное расположение, когда волокна параллельны к корешку тетради, и поперечное, когда волокна перпендикулярны к корешку.
Продольное расположение имеет преимущество, поскольку повышается прочность, долговечность и способность к раскрыванию книги, облегчается технология обработки. При продольном расположении легче происходит формирование фальцев, сгибы более четкие.
При поперечном расположении в зону деформации попадет основная масса волокон, при этом неминуемый их поперечный перегиб. А поскольку бумага в поперечном направлении имеет большую упругость, то фальц будет пышнее, нечетко со склонностью к воз-вращению в начальную форму. Поперечное расположение волокон нежелательно также и когда далее последует бесшвейное скрепление, поскольку уменьшается его прочность.
Число фальцев. Следует помнить, что увеличение количества сгибов усложняет осуществление фальцовки: каждый последующий фальц выполнить сложнее, чем предыдущий, так как при этом увеличивается толщина и жесткость полуфабриката. Поэтому для облегчения последующих сгибов (3 и 4-го) применяют биговку листа (нанесение специальной канавки) при его выходе из фальцаппарата. В тех фальцах, которые впоследствии подлежат обрезке, часто выполняют перфорацию, чтобы облегчить сгибание и выдавливание воздуха из внутренних частей тетради.
Объем тетрадей, на который влияют в основном толщина и вид бумаги, определяет выбор вариантов фальцовки.
Толщина тиражной бумаги изменяется от 50 (для печатных бумаг массой 40 г/м2) до 200 мкм (для мелованных бумаг массой 240–250 г/м2).
Из тонких бумаг получают многостраничные тетради с достаточно высоким качеством фальцовки, поэтому в крупносерийном производстве при тиражной бумаге толщиной до 90 мкм рекомендуется применять 32-страничные тетради.
Более толстая бумага дает, при прочих равных условиях, худшее качество фальцовки: снижается точность, чаще появляются морщины, сгиб становится менее четким. Поэтому при использовании бумаги от 90 до 120 мкм для последующего скреплении нитка-ми следует изготовлять 16-страничные тетради, а при большей толщине – 8-страничные. Если издание печатается на мелованной бумаге, тетради делают 16-страничными.
Классификация видов фальцовки.
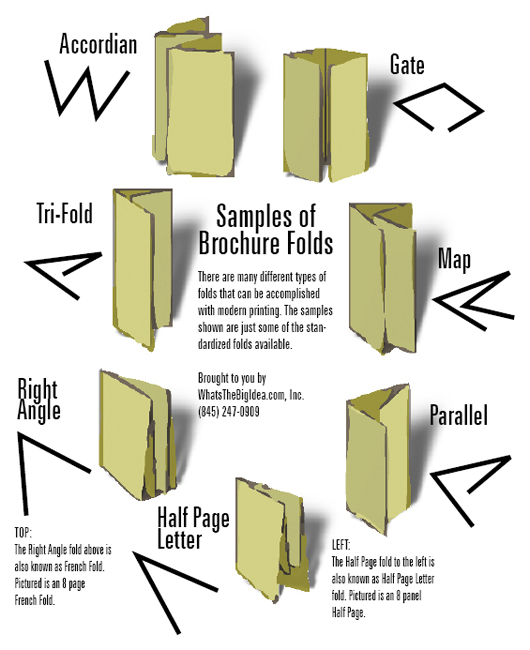
В производстве используются разные варианты фальцовки, которые различают по взаимному расположению фальцев, их количеству и способу выполнения (рис.1).
Разновидности сфальцованых тетрадей

Классификация видов фальцовки
По взаимному расположению фальцев различают три вида фальцовки листов
- взаимно перпендикулярная фальцовка, когда каждый последующий сгиб перпендикулярен предыдущему;
- параллельная, при которой каждый последующий сгиб параллелен предыдущему;
- комбинированная, когда в тетради имеются и параллельные и взаимно перпендикулярные сгибы.
Самым распространенным видом фальцовки книжно-журнальной продукции является взаимно перпендикулярная фальцовка; параллельная фальцовка книжных тетрадей при-меняется сравнительно редко; комбинированная фальцовка применяется в основном для книжной продукции, выполняемой на книжно-журнальных ротационных машинах. Этот вид фальцовки является также основным для изданий альбомного типа.
При перпендикулярной фальцовке число сгибов в тетради ограничено четырьмя.
При параллельной фальцовке число сгибов может быть разным и зависит от характера и назначения продукции.
Известно много вариантов комбинированной фальцовки. Этот вид фальцовки широко используют на производстве не только для текстовой продукции, но и фальцовки схем, диаграмм, карт, иллюстраций и др. Наибольшее распространение приобрели перпендикулярная и комбинированная фальцовки.
По числу сгибов фальцовки бывают одно-, двух-, трех- и четырехсгибными. Максимально возможное количество сгибов — четыре, однако обычно тетради имеют 3 или 4 сгиба, очень редко — два.
В один сгиб фальцуют форзацы, обложки, вклейки и другие изделия. Фальцовку в один сгиб можно выполнять как вручную, так и на малоформатной фальцевальной машине.
Фальцовка в два сгиба (рис.1, а, б, в, г) применяется в основном для получения вось-мистраничных тетрадей. Она может быть как перпендикулярной (а), так и параллельной (б, в, г). Двухсгибные тетради для книжных и брошюрных блоков используются редко, на-пример, когда печатают на плотной бумаге более 100 г/м2, поскольку трехсгибная фальцовка дает низкое качество продукции. Чем более плотная бумага, тем более вероятность появления морщин. Поэтому в таких случаях уменьшают число сгибов в тетради.
Фальцовка в три сгиба (рис.1, д, е, ж) обеспечивает высокое качество тетрадей при толщине листов 70-100 мкм, при большей толщине необходимо выполнять перфорацию, то есть просечку листов по последнему третьему сгибу для выхода воздуха из закрытых зон. Блок, скомплектованный из таких тетрадей, получается плотным и компактным, что облегчает его дальнейшую обработку и увеличивает долговечность издания. Фальцовка в три сгиба может быть перпендикулярной, параллельной и комбинированной.
Фальцовка в четыре сгиба (рис.1, з, и, к) применяется для изданий из тонких бумаг. Перпендикулярную фальцовку (з) применяют очень редко, поскольку фальц тетради значительно утолщается, возможно появление морщин. Поэтому необходимо проведение перфорации по месту последнего сгиба. Параллельная и комбинированная фальцовки применяется для фальцовки разных дополнительных элементов изданий – карт, вкладок и др.
Вообще на выбор варианта фальцовки оказывает влияние много факторов – объем блока в страницах, тираж издания, вид бумаги, способ скрепления блока, тип издания и его назначение. В этом вопросе следует руководствоваться критериями качества и экономичности.
Для повышения качества издания желательно использование малообъемных тетрадей, которые образуют плотный компактный блок, у него более стойкая форма корешка. Правда при этом увеличивается количество тетрадей в блоке, следовательно, растет трудоемкость комплектовки и шитья нитками, утолщается корешок блока.
При поблочном скреплении проволокой внакидку, втачку или клеевым бесшвейным способом объем тетрадей не оказывает существенного влияния на качество и прочность блока, поэтому можно изготовлять 32-страничные тетради. Если же издание рассчитано на длительное пользование и вопрос качества очень важен, рекомендуются применять 16-страничные тетради.
По расположению сгибов на листе фальцовка может быть симметричной и смещен-ной. При симметричной фальцовке линия сгиба каждого фальца расположена по оси симметрии листа или его доли, поэтому все страницы тетради имеют одинаковые размеры. При смещенной фальцовке линия сгиба расположена не по оси симметрии, соответственно, размеры страниц разные. Например, при изготовлении тетрадей для изданий, подлежащих скреплению нитками или проволокой внакидку, используются тетради со шлейфом, у которых одна часть длиннее другой на 8-12 мм. Шлейф дает возможность самонакладам ниткошвейных машин и ВШРА (вкладочно-швейно-резального агрегата) раскрывать тетради посредине и набрасывать их на цепной транспортер.
Перечисленными выше признаками классификация возможных вариантов не ограничивается. Количество вариантов фальцовки может быть очень большим. Поэтому ведущие фирмы-изготовители фальцмашин обычно предлагают своим потребителям в комплекте каталог возможных конструкций тетрадей, которые можно получить на оборудовании.
Способы фальцовки.
Для фальцовки листов/оттисков используют два основных машинных способа — ножевой и кассетный. Оба они имеют общие операции. Вначале производится выравнивание листа относительно фальцевального устройства, затем следует образование бумажной петли, наконец, обжим петли валиками – образование фальца. Выполнение же этих операций производится разными устройствами.
Ножевая фальцовка

Ножевой способ фальцовки
Ножевой способ фальцовки (рис.2) получается при проталкивании листа выравненного по передним и боковым упорах, подвижным ножом 2 между двумя, вращающихся на-встречу друг другу, валиками 3 и 4, которые обжимают место сгиба – фальц. Зазор между валиками регулируется по толщине фальцуемой тетради.
Этот способ имеет ряд преимуществ: высокая точность фальцовки, плотное исполнение фальцев тетрадей, им можно фальцевать бумаги любой толщины и массы. Его недостатки: невысокая скорость работы из-за реверсивного движения механизма ножа, необходимость кратковременной остановки листа для выравнивания перед фальцовкой.
Кассетная фальцовка

Кассетный способ фальцовки
Кассетный способ (рис.3) формирует сгиб за счет взаимного расположения кассеты 3 и трех фальцевальных валиков, которые способствуют образованию в листе петли, обжимаемой затем по месту сгиба, как и при ножевом способе, вращающимися валиками.
Лист бумаги после выравнивания по боковой линейке на транспортере попадает в по-дающие валики 1 и 2, которые расположенные один над другим с некоторым смещением для лучшего вхождения листа в кассету. Кассета 3 представляет собой имеет передвижной упор 4, который регулируется в зависимости от формата и схемы фальцовки тетради. Поданный валиками 1 и 2 лист доходит до упора 4, сначала останавливается, потом начинает деформироваться, образуя волнообразную линию сгиба, которая заполняет всю полость кассеты. В нижней части кассеты образуется петля, которая захватывается и обжимается фальцевальными валиками 2, 5, вращающимися навстречу друг другу.
Лист бумаги подается в первую пару валиков 1,2, расположенных по вертикали, являются подающими, поэтому они регулируются по толщине листа. Вторая пара валиков 2,5, расположенных по горизонтали, являются фальцующими (понятно, что нижний валик одновременно является подающим) и поэтому они регулируются по толщине сфальцованного листа. Петля в листе образуется благодаря его изгибу в зоне валиков из-за остановки передней кромки у упора 4 в кассете 3, представляющей собой узкую полость для входа листа.
Этот способ имеет такие достоинства, как высокая скорость работы, отсутствие механизмов реверсивного действия, выравнивание листа выполняется во время транспортировки. К недостаткам кассетного способа относятся чувствительность к толщине, жесткости и гладкости бумаг, невысокая точность фальцовки.
Требования к сфальцованным тетрадям.
К готовым тетрадям предъявляются следующие требования:
- обязательна правильная последовательность страниц;
- точность фальцовки, обеспечивающая заданные размеры полей в тетрадях и правильность расположения сгибов относительно «верных сторон» листа-оттиска, края отпечатанных полос страниц должны быть совмещены;
- отсутствие складок, морщин, повреждений листов и смазанных оттисков;
- расположение контрольных меток на головочном и корешковом сгибах точно по фальцу;
- плотность затяжки фальцев тетрадей, т.е каждый фальц должен быть хорошо обжат, а листы иметь плотное прилегание друг к другу у корешкового сгиба;
- в головочных сгибах 16- и 32-страничных тетрадей, изготовленных из плотной бумаги, обязательно наличие перфорации.
в статье использованы материалы книги «Брошюровально-переплётное оборудование», Хведчин Ю.И., профессор «Украинской академии печати» (г. Львов).
📩 Хотите купить о фальцовке …?
Отправьте запрос через мессенджер или заполните форму ниже















